



4 Examples of Digital Transformation in Manufacturing
Elice
06/02/2023
In today’s highly advanced society, digital technology has become a core industry, and the manufacturing sector is no exception. In the era of the Fourth Industrial Revolution, the adoption of digital technologies is essential for businesses, especially traditional manufacturing companies. The speed and effectiveness of digital transformation can significantly impact a company’s survival and success in the rapidly changing market. Until now, manufacturing has primarily focused on enhancing efficiency and productivity through manufacturing automation. However, the key focus in the manufacturing industry today is intelligent manufacturing.
So, what are some successful examples of digital transformation in the manufacturing sector? Let’s explore four specific cases to understand the characteristics and trends of manufacturing digital transformation.
What is Manufacturing Digital Transformation?

Manufacturing digital transformation refers to the transformation of traditional manufacturing industries into digital enterprises by leveraging digital technologies such as big data analytics, artificial intelligence, and the implementation of smart factories across various business processes. It goes beyond just digitizing some aspects of the business; it involves integrating digital technologies into the core of the business, finding new opportunities, and ultimately expanding the business through digital means.
Manufacturing digital transformation helps companies reduce costs, optimize resource allocation, and respond agilely to the rapidly changing society. It also creates opportunities to enhance the quality of products and services, securing a competitive advantage in the market. The way manufacturing companies choose to adopt digital transformation is crucial. For example, in the case of implementing smart factories, the efficient transition of existing workers into roles such as big data analysis managers through digital transformation education can determine the survival of manufacturing companies.
Want to learn more about digital transformation? - Go now
Trends in the Manufacturing Industry
According to a report by TrendForce, the worldwide smart factory market is anticipated to maintain a strong growth rate of 10.5% annually, reaching an estimated size of around 15. 28 billion (around 18. 9 trillion Korean Won) by 2024.
One of the prominent trends in manufacturing digital transformation is the adoption of digital twins. A digital twin is a dynamic software model that uses sensors to acquire real-time data from physical objects and systems. By performing big data analysis and simulations, digital twins enable effective operation and prediction. In simpler terms, it replicates information about a physical object in the digital environment, allowing accurate data acquisition and testing, which, in turn, facilitates efficient product management and operation.
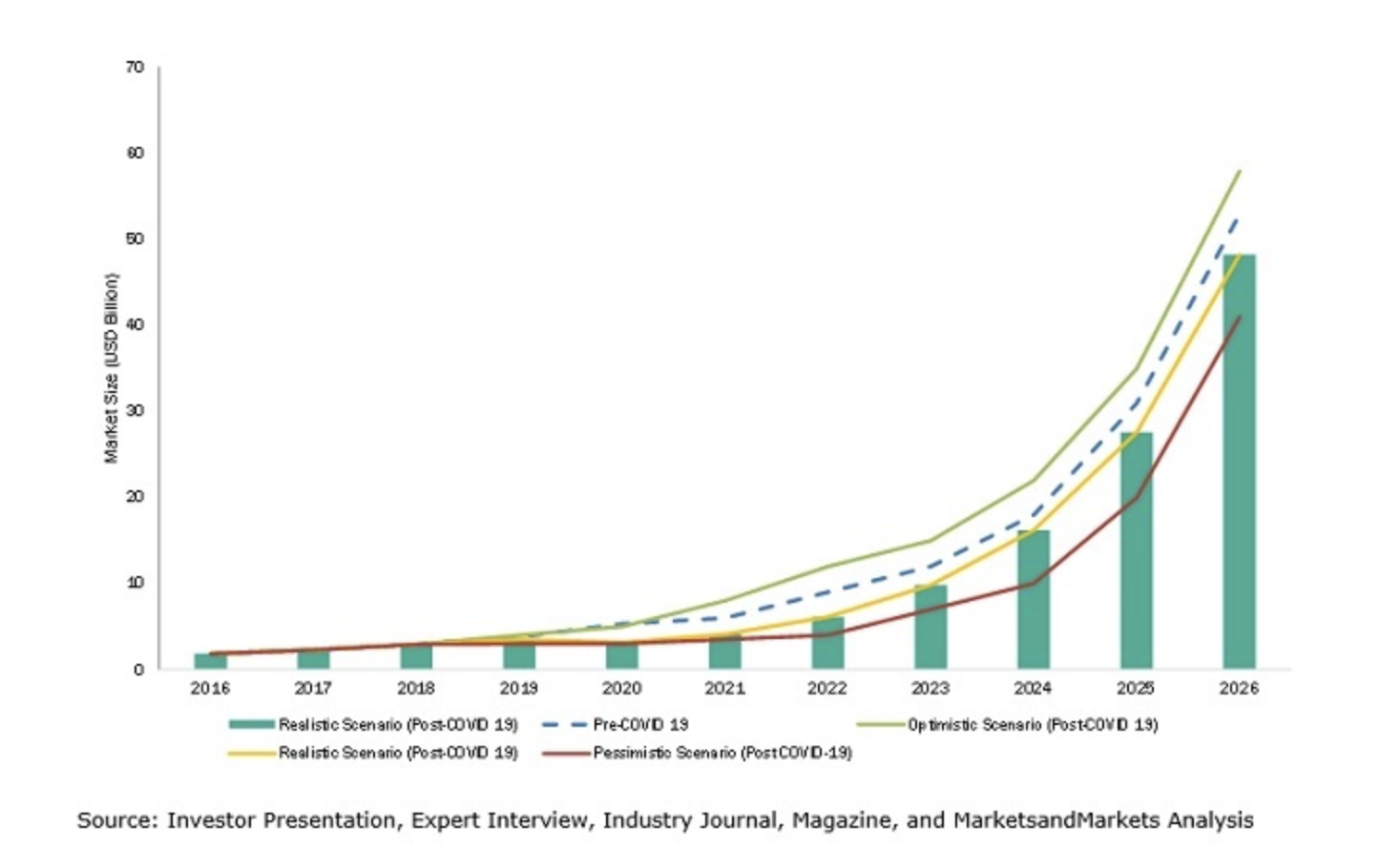
M&M (Markets and Markets), a global research firm, has forecasted that the worldwide digital twin market is poised for rapid expansion. Their projections suggest that it will surge from 73. 5 billion (about 90. 8 trillion Korean Won) by 2027, with an anticipated annual growth rate of 57. 6%. Digital twins have become essential for various efficiency improvements in manufacturing, supply chain operations, and cost reduction, leading to accelerated growth in the digital twin market.
Four Successful Cases of Digital Transformation in the Manufacturing Industry
Now, let’s start exploring actual examples of companies that have achieved success in the digital transformation of the manufacturing industry by leveraging smart factories, digital twins, and big data analysis.
Siemens
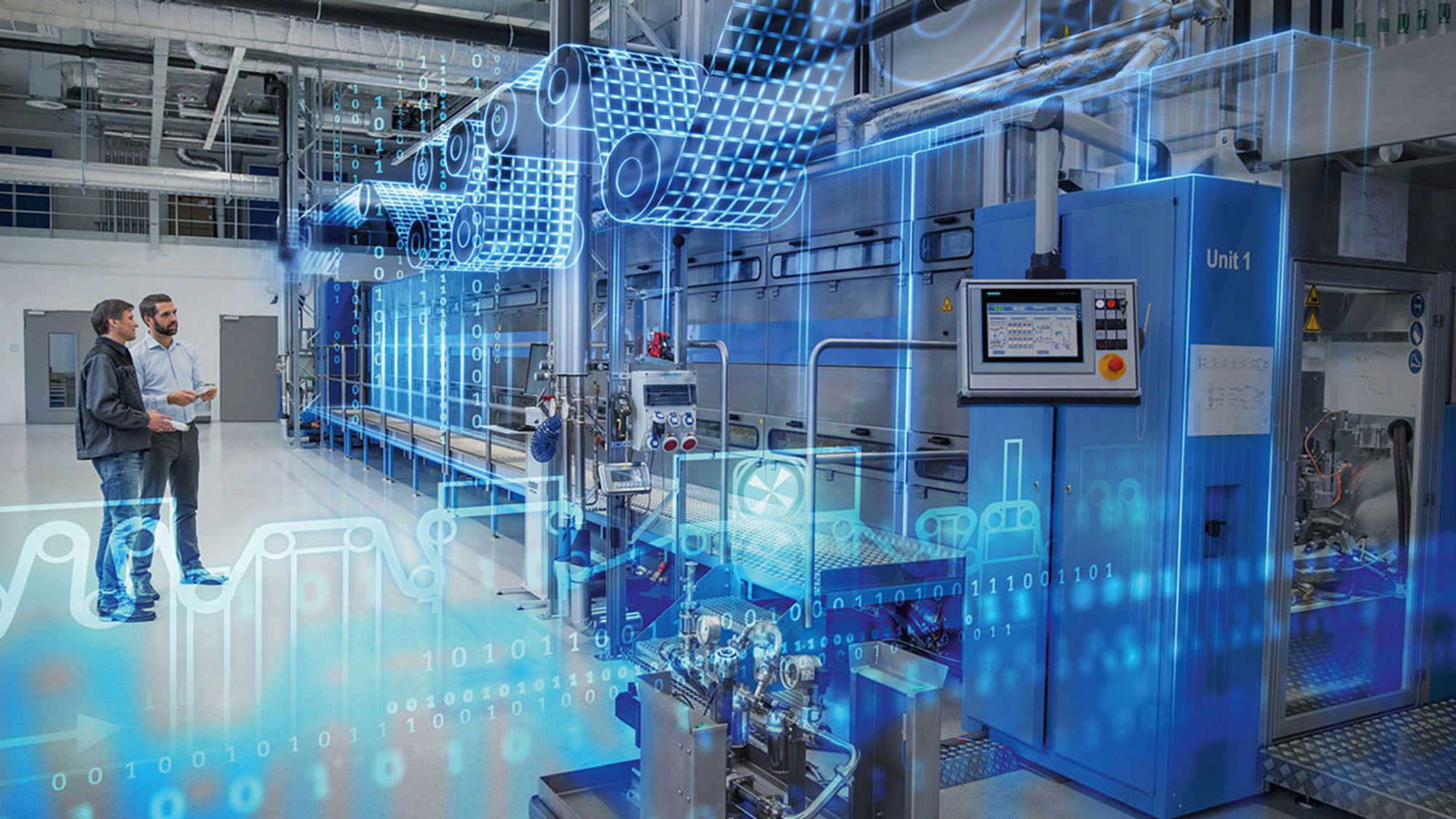
Siemens, a renowned German engineering company, is a leading example of successful global manufacturing digital transformation. Siemens is well-known for its businesses related to smart infrastructure development, including the manufacturing of railway vehicles, healthcare services, factory automation, and building automation. Siemens stands as a prime example of implementing the concept of “digital twins.” Using a “digital twin” factory that faithfully replicates their facility in Amberg, they have successfully tested and identified both issues and possibilities in the virtual space, showcasing groundbreaking innovation in the realm of the manufacturing industry’s digital transformation. By the way, the digital twin factory, Amberg Plant, is considered a holy ground of digital technology where executives from major Korean corporations personally visit.
Not only that, Siemens is also renowned for being one of the fastest manufacturing companies to adopt smart factory technologies. Siemens also implemented smart factory practices, utilizing large screens on multiple production lines for real-time monitoring, data analysis, and decision-making through big data analytics. Thanks to the rapid adoption of digital technologies, Siemens has achieved high productivity, nearly zero defect rates, and flexibility to produce multiple products simultaneously on a single line. Additionally, utilizing digital twins has significantly reduced the time and costs involved in new product development and launches, enabling them to achieve successful digital transformation.
General Electric (GE)
Another manufacturing digital transformation digital twin example is GE, General Electric. GE, since its founding by Edison in 1982, has been one of the traditional manufacturing companies producing household appliances such as light bulbs, washing machines, and refrigerators. Today, General Electric has transformed into a business actively utilizing digital technologies such as cloud solutions and the Internet of Things (IoT), marking a departure from its historical manufacturing roots. At GE, machines applying the Internet of Things (loT) autonomously share and analyze data, subsequently transmitting the analyzed information to engineers. Engineers then input the derived data into smart algorithms, extracting insights, predicting outcomes, and enabling proactive issue prevention, as well as efficient decision-making.
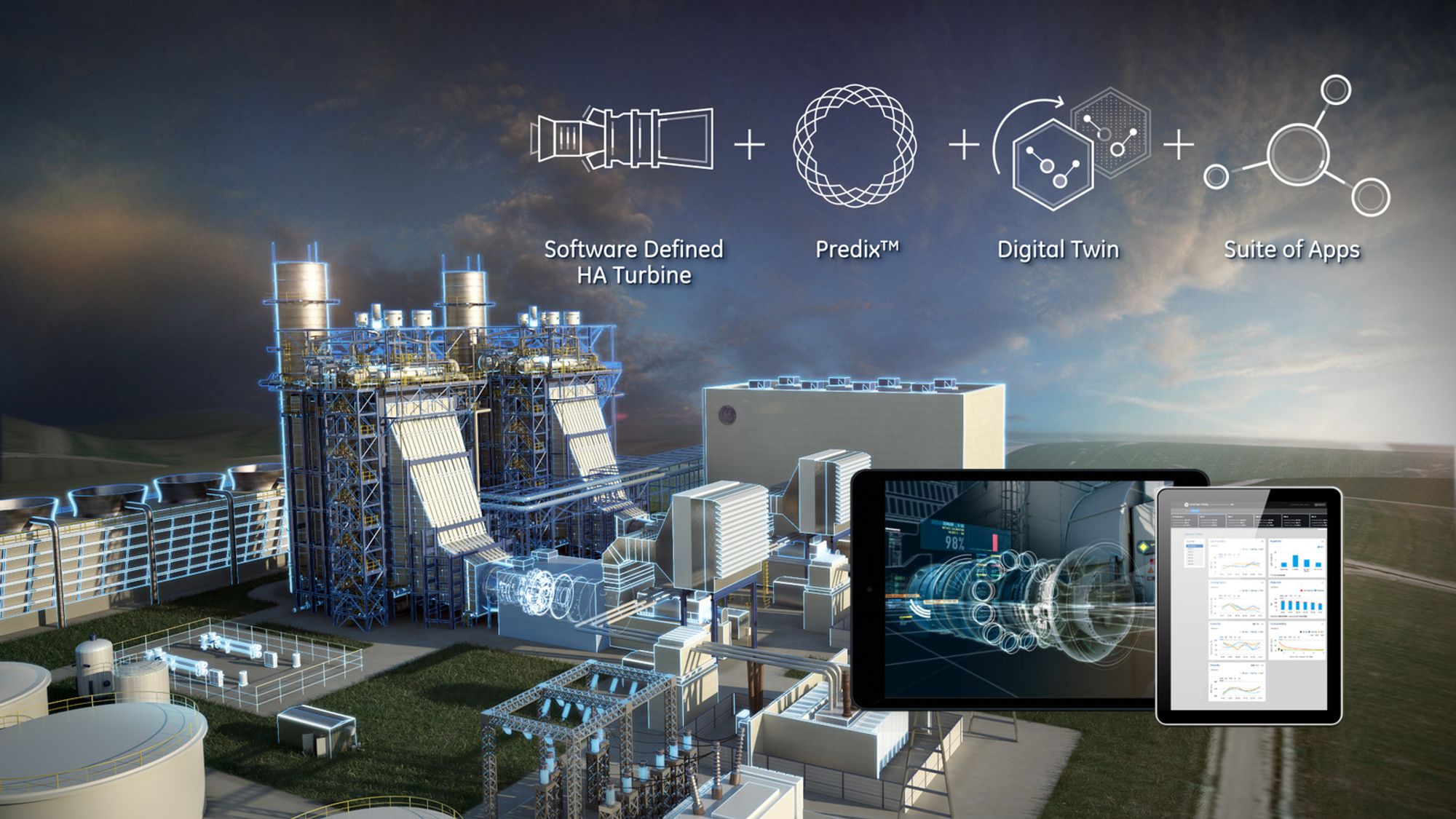
In fact, U. S. airlines have prevented 60,000 flight delays and cancellations annually using GE’s industrial internet-based intelligent maintenance prediction system for aircraft. Additionally, U. S. railway operating companies have adopted GE’s operational optimization system, increasing train speeds by 10-20% and reducing fuel consumption by approximately 6. 3%, achieving significant efficiency improvements. Furthermore, in 2015, GE became the first company to develop an industrial cloud solution called Predix, leading the way in the industry. Predix is a developer service platform that analyzes and utilizes the big data collected from machines and equipment used in manufacturing to support software development. While Predix initially faced limitations in software utilization, GE used these challenges as a foundation to develop new solutions, inspiring many manufacturing companies.
Lotte Chilsung Beverage

What are some examples of domestic manufacturing digital transformation? One of the representative examples of digital transformation in the domestic manufacturing industry is the introduction of Lotte Chilsung Beverage’s smart factory project. Since 2018, Lotte has invested over 100 billion won in its largest-scale factory, the Anseong Plant of Lotte Chilsung Beverage, to integrate digital technology into all processes, including demand, production, inventory, and distribution. They are transforming into a smart factory to enhance productivity and quality.
Lotte Chilsung Beverage’s smart factory allows real-time monitoring as all production line data is transmitted and managed on a central server based on big data analysis and artificial intelligence. This enables flexible demand forecasting, inventory management, production planning, and improves food safety. The system at Lotte Chilsung Beverage’s Anseong plant transmits data on the status, production volume, and progress rate of each production line’s feeding, filling, packaging, and loading facilities to a centralized server, enabling comprehensive real-time monitoring. Through this system, key indicators related to the manufacturing process such as production, quality, and equipment can be conveniently managed. The real-time manufacturing execution management system, which enables real-time production history tracking, has improved demand forecasting accuracy and production efficiency by approximately 10% each. Additionally, equipment maintenance costs have been reduced by about 20%.
Not only that, but they are also preparing to increase the flexibility of production by immediately incorporating demand forecasts based on big data analysis into the production lines of newly added facilities through the introduction of smart factories.
Nike

Nike, the global sports brand, has also undergone a significant digital transformation in the manufacturing industry. Nike, which started as a clothing manufacturer producing sports shoes, apparel, and equipment, has evolved into a leading sports brand that incorporates storytelling by associating with sports stars. Nike has not only grown into a top sports brand through its association with sports stars but has also gained attention for its successful implementation of digital transformation in manufacturing. Nike has developed the NRC app and NTC app, allowing customers to record their physical activities and enjoy sports together. Through these apps, Nike has built a strong relationship with its customers. Additionally, Nike utilizes the accumulated data from these apps to analyze customer preferences and develop new products that cater to their needs.
Indeed, Nike has made significant strides in combining digital technology with sports. To achieve this, they established a Digital Sports division comprised of professionals who previously worked at institutions like MIT and Apple. This team includes experts in marketing, engineering, and design, working together to digitize the sports industry. The wristband-shaped Nike FuelBand was equipped with technology to measure aspects such as location, distance, and altitude. Detecting all movements in people’s daily lives, provides motivation for exercise and physical activity, encouraging individuals to stay active. Furthermore, Nike offers various digital services to enhance sports activities, such as Nike Run Club, which helps individuals enjoy running in their daily lives, and Nike Training Club, enabling workouts without the need for exercise equipment. These services contribute to the digitalization of sports and fitness experiences for users. Additionally, Nike has been implementing an efficient strategy by shifting its sales focus from franchise stores to direct sales through various digital technologies such as metaverse and e-commerce platforms like Nike. com. This approach has allowed Nike to expand its profits significantly.
Through four successful examples of digital transformation in the manufacturing industry, we have explored the reasons why manufacturing needs to undergo digital transformation and the trends in digital transformation in the manufacturing industry. With numerous manufacturing companies in Korea, it is essential for businesses to gain a competitive edge in the new era of the Fourth Industrial Revolution. To achieve this, it is important to undergo clear digital transformation education, swiftly adopt suitable digital technologies tailored to each company, and successfully undergo digital transformation. However, many companies are wondering where and how to start their digital transformation.
Elice offers various solutions to the limitations of digital transformation, such as the challenges in expertise and one-time issues experienced not only by manufacturing companies but also by all businesses With our customized training system and solutions that are optimized for each company, we can help any company make a successful digital transformation. Get solutions for your digital transformation with Elice!
Digital Transformation Success Stories with Elice Solutions - Go
Digital Transformation Training at Elice - Go to Elice
*This content is a work protected by copyright law and is copyrighted by Elice.
*The content is prohibited from secondary processing and commercial use without prior consent.
- #DX
- #insight


